







Каталог ▼ Металлообрабатывающее оборудование ▼ Заточные станки ▼ Специализированные заточные станки ▼ Заточка червячных фрез ▼




ВЗ-531Ф4-04 Полуавтомат заточной с ЧПУ для червячных фрез
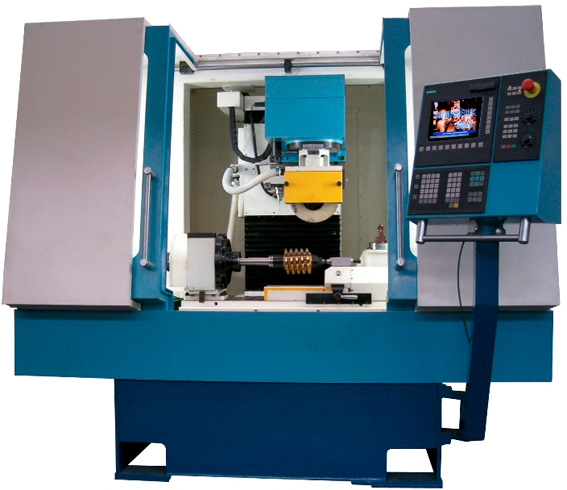

НАЗНАЧЕНИЕ:
Предназначен для заточки однозаходных насадных червячных фрез (ГОСТ 9324-80) по передней поверхности абразивным шлифовальным кругом с применением смазочно-охлаждающей жидкости.
ОСОБЕННОСТИ:
- Изготавливается по техническому заданию, согласованному с покупателем;
- Технологические возможности полуавтомата позволяют осуществлять с использованием дополнительных опций операции заточки многозаходных, хвостовых червячных фрез, в том числе с закрытыми стружечными канавками;
- Изготавливается в 2-х исполнениях:
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ (согласуется при составлении ТЗ):
- Гидрофицированная задняя бабка;
- Механизм правки алмазным роликом (ролик в комплект не входит);
- Устройство для правки алмазом в оправе (алмаз в комплект не входит. № 3908-0155 или № 3908-0158 по ГОСТ 22908-78);
- Устройство предварительной ориентации червячной фрезы в применением датчика HEIDENHAIN;
- Комплект оправок для крепления шлиф.кругов D 200 mm d посад. 51 мм, D 250 mm d посад. 76 мм;
- Комплект кожухов для шлиф.кругов D 200, 250 мм;
- Комплект оправок для фрез (в сборе с гайками и проставными кольцами) d= 16, 22, 27, 32, 40, 50, 60;
- Комплект поводковых устройств;
- Оправка балансировочная D= 200, 250 мм;
- Комплект оснастки для выверки базовых точек полуавтомата;
- Система подачи и очистки СОЖ с насосом, магнитным сепаратором, лентопротяжным устройством, бумажным фильтром;
- Система отсоса аэрозолей (фильтр EFO-2000-5-1-1,3c с вентилятором FUA-1800/SP);
- Дополнительный комплект технической документации;
- Управляющая программа заточки червячных фрез по передней поверхности;
- Программа для формирования управляющей программы правки фасонного шлифовального круга (применяется если передний угол фрезы более 5 град.).
Предназначен для заточки однозаходных насадных червячных фрез (ГОСТ 9324-80) по передней поверхности абразивным шлифовальным кругом с применением смазочно-охлаждающей жидкости.
ОСОБЕННОСТИ:
- Изготавливается по техническому заданию, согласованному с покупателем;
- Технологические возможности полуавтомата позволяют осуществлять с использованием дополнительных опций операции заточки многозаходных, хвостовых червячных фрез, в том числе с закрытыми стружечными канавками;
- Изготавливается в 2-х исполнениях:
исполнение1:
- ЧПУ SINUMERIK 802DSL (управление по 4 осям);
- Бабка изделия с тормотором (вращение шпинделя от высокоскоростного синхронного двигателя. Круговой датчик измерения угла поворота установлен на шпинделе);
- Ручной поворот шлифовальной бабки.
исполнение 2:
- ЧПУ SINUMERIK 802DSL (управление по 4 осям);
- Бабка изделия с червячной передачей (вращение шпинделя от синхронного двигателя с цифровым управлением через червячную передачу);
- Ручной поворот шлифовальной бабки.
- ЧПУ SINUMERIK 802DSL (управление по 4 осям);
- Бабка изделия с тормотором (вращение шпинделя от высокоскоростного синхронного двигателя. Круговой датчик измерения угла поворота установлен на шпинделе);
- Ручной поворот шлифовальной бабки.
исполнение 2:
- ЧПУ SINUMERIK 802DSL (управление по 4 осям);
- Бабка изделия с червячной передачей (вращение шпинделя от синхронного двигателя с цифровым управлением через червячную передачу);
- Ручной поворот шлифовальной бабки.
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ (согласуется при составлении ТЗ):
- Гидрофицированная задняя бабка;
- Механизм правки алмазным роликом (ролик в комплект не входит);
- Устройство для правки алмазом в оправе (алмаз в комплект не входит. № 3908-0155 или № 3908-0158 по ГОСТ 22908-78);
- Устройство предварительной ориентации червячной фрезы в применением датчика HEIDENHAIN;
- Комплект оправок для крепления шлиф.кругов D 200 mm d посад. 51 мм, D 250 mm d посад. 76 мм;
- Комплект кожухов для шлиф.кругов D 200, 250 мм;
- Комплект оправок для фрез (в сборе с гайками и проставными кольцами) d= 16, 22, 27, 32, 40, 50, 60;
- Комплект поводковых устройств;
- Оправка балансировочная D= 200, 250 мм;
- Комплект оснастки для выверки базовых точек полуавтомата;
- Система подачи и очистки СОЖ с насосом, магнитным сепаратором, лентопротяжным устройством, бумажным фильтром;
- Система отсоса аэрозолей (фильтр EFO-2000-5-1-1,3c с вентилятором FUA-1800/SP);
- Дополнительный комплект технической документации;
- Управляющая программа заточки червячных фрез по передней поверхности;
- Программа для формирования управляющей программы правки фасонного шлифовального круга (применяется если передний угол фрезы более 5 град.).
Технические характеристики
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Диаметры затачиваемых фрез, мм. | 40 - 200 |
| Наибольшая длина затачиваемых фрез, мм. | 250 (насадных); 400 (хвостовых) |
| Посадочный диаметр фрез, мм. | 16, 22, 27, 32, 40, 50, 60 |
| Наибольшая глубина стружечной канавки шлифуемой фрезы, мм. | 50 (модуль 14) |
| Угол подъема винтовых стружечных канавок, град. | 0 - 45 |
| Число стружечных канавок фрезы, шт. | 1 - 99 |
| Передний угол затачиваемых фрез, град. | 0 - 10 |
| Диаметр шлифовального круга, мм. | макс. 250 (форма 3, угол профиля 20 град. по ГОСТ 2424-83) |
| Частота вращения шлифовального круга, об/мин. | 2000 - 4000 |
| Количество управляемых координат | всего - 4; одновременно - 2 |
| Наибольшее продольное перемещение стола, мм. | 630 (ось Х) |
| Наибольшее поперечное перемещение каретки, мм. | 250 (ось Z) |
| Наибольшее вертикальное перемещение суппорта, мм. | 320 (ось Y) |
| Поворот шпинделя изделия, град. | не ограничен (ось А) |
| Пределы рабочих подач по управляемым осям, м/мин | 10 (ось Х), 5 (ось Y, Z) |
| Дискретность задания линейных перемещений, мм. | 0,001 |
| Дискретность задания круговых перемещений, град. | 0,001 |
| Точность и шероховатость заточки (при соответствии базовых поверхностей заготовки ГОСТ 9324-80) | кл. ААА |
| Мощность привода главного движения, кВт | 2,2 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 2500 х 2000 х 2350 |
| Масса, кг. | 7000 |


